
锁紧螺母选用原则,提前了解少走弯路!
锁紧螺母用于将轴承定位在轴上。此外,它们可用于将带有圆锥孔的轴承安装到圆锥轴颈和紧定套上,以及将轴承从退卸套上拆卸下来。锁紧螺母也经常用来锁紧齿轮、皮带轮及其他机械部件。
可通过使用以下装置来紧固螺母,以防螺母意外松动:
-
锁定装置轴上的键槽或紧定套中的键槽
-
或者集成在螺母中的锁定装置
当选择或更换锁紧螺母时,有许多因素需要考虑。它们包括但不限于:
-
空间 - 轴向和径向
-
轴旋转 - 单向或双向
-
轴向载荷
-
应用的动态特性
-
相对于其它锁定方法,在轴上加工键槽的成本和停机时间
-
装配和拆卸的难易程度和频率
-
精度
设计及变型
SKF锁紧螺母提供了多种将螺母固定在轴上的方法。此处列出的锁紧螺母属于SKF基本产品范围。可按客户需求提供采用其他锁定方法的锁紧螺母。如需了解更多信息,请咨询嘉瑞技术工程师或客服。
以下表格介绍了SKF基本产品范围:

-
表1: SKF工业锁紧螺母

-
表2 : SKF精密锁紧螺母
由于不需要键槽,具有内置锁定装置的锁紧螺母可以降低轴的成本。不需要单独的锁定装置,因此安装也更快、更容易。但是,需要多加留意这些锁紧螺母的拧松扭矩。
圆需要键槽的锁紧螺母
需要键槽的锁紧螺母

KM和KML锁紧螺母(图1) :
-
有公制螺纹
-
设计为与锁紧垫圈一起使用

-
螺母圆周上均匀分布有四个槽,方便使用钩形扳手或冲击扳手来操作螺母(图2)
-
也称为轴螺母或退卸螺母
-
适用于螺纹M10x0.75到M200x3(尺寸0到40)

-
可使用MB锁紧垫圈(图3)或强度更高的MB..锁紧垫圈
KML锁紧螺母的截面高度低于KM锁紧螺母。
HM..T锁紧螺母(图1) :
-
有公制梯形螺纹
-
也称为拆卸螺母
-
适用于螺纹Tr 210x4到Tr 280x4 (尺寸42到56)
部分尺寸的这种锁紧螺母用于将圆锥孔轴承从退卸套.上卸下,因此未配有锁紧垫圈。
KM、KML、HM..T锁紧螺母如未损坏,可重复使用。每次安装锁紧螺母时,都应使用新的锁紧垫圈。
特点和优势
-
实现简单、稳定、可靠的紧固
-
尺寸范围广
-
易于安装和拆卸
-
螺纹直径范围:10到280mm
N和AN英制锁紧螺母

N和AN英制锁紧螺母(上文图1) :
-
使用W锁紧垫圈(上文图3), 尺寸可达44(螺纹直径8.628 in.)
-
使用锁定板(图4) 的低高度系列锁紧螺母,适用于9.442到37.410 in.的标称螺纹直径(尺寸N048到N950)
-
其圆周上均匀分布有四个槽,方便使用钩形扳手或冲击扳手来操作螺母(上文图2)
-
也称为轴螺母或退卸螺母
-
N00到N14以及AN15到AN40和N 44的锁紧螺母是通常与直径达23244的12、13、222、223和232系列的轴承-起使用的标准系列锁紧螺母,直接安装在轴.上或通过紧定套安装
-
N022到N044的锁紧螺母是与230系列中轴承一起使用的低高度系列锁紧螺母。它们还可用于固定其它轴承类型和其它机器组件。
-
带锁定板的N锁紧螺母通常用于230、231和232系列(尺寸≥48)及更大型的轴承,但也可用于锁紧任何合适的轴承或其他机械部件。
N和AN锁紧螺母在没有损坏的前提下可以重复使用。每次安装锁紧螺母时,都应使用新的锁紧垫圈或锁定板。
特点和优势
-
简单、稳定、可靠的紧固元件
-
尺寸范围广
-
易于安装和拆卸
-
锁紧垫圈适用于直径为0.391到8.628 in.的螺纹(尺寸00到44)
-
锁定板适用于直径为9.442到18.894 in. 的螺纹(尺寸048到096)以及直径为19.682到37 410 in.的螺纹(尺寸500到950)
HM和HME公制锁紧螺母

N和HME锁紧螺母(图5):
-
有公制梯形螺纹

-
其圆周上均匀分布有四个槽,方便使用钩形扳手或冲击扳手来操作螺母(图6)

-
通过MS锁定扣固定于轴上(图7)

与HM锁紧螺母相比,HME锁紧螺母的侧面凹陷,用以承受CARB圆环滚子轴承的轴向位移(图8)。
如未损坏,HM和HME锁紧螺母可以重复使用。每次重新安装相应的锁紧螺母时,都应使用新的锁定扣。
特点和优势
-
简单、稳定、可靠的紧固元件
-
尺寸范围广
-
易于安装和拆卸
-
适用于螺纹Tr 220x4到Tr1120x8 (尺寸44至/1120)
锁定原理

锁紧垫圈、锁定扣和锁定板都是简单、稳定和可靠的紧固元件。
-
锁紧垫圈(上文图3)与轴中的键槽或紧定套螺纹咬合。垫圈的一个定位齿弯入螺母外径.上的某个凹槽中,可将螺母固定到位(图9)

锁定板(上文图4)与轴或紧定套中的键槽咬合,并通过由锁线固定的两个螺栓固定到螺母的侧面。锁定板由一块板、两个带钻头的六角头螺栓和固定它们的锁线组成(图10)

-
MS锁定扣(上文图7)与轴或紧定套中的键槽和锁紧螺母外径中的一个槽咬合。锁定扣通过螺栓固定到螺母(图11)
圆带内置锁定的锁紧螺母
由于不需要键槽,具有内置锁定装置的锁紧螺母可以降低轴的成本。不需要单独的锁定装置,因此安装也更快、更容易。
KMFE锁紧螺母

MFE锁紧螺母(图12) :
-
用于将CARB圆环滚子轴承、密封球面滚子轴承和密封自调心球轴承轴向固定在轴上
-
为特定轴承提供适当接触面
-
适用于螺纹M 20x1到M 200x3 (尺寸4到40)
KMFE锁紧螺母不应使用在带键槽的轴上。它们只能配合带窄槽的特殊紧定套使用。如果其中一个沉头螺钉与键槽或宽槽对齐,则可能会损坏螺母。如未损坏,KMFE锁紧螺母可重复使用
特点和优势
-
定位面和螺纹之间的最大轴向跳动:0.02到0.03 mm
-
无需键槽
-
易于安装
-
实现简单而牢固的锁定
-
可重复使用
-
为特定轴承提供适当接触面
-
带有关于紧固角度的可见标记
KMK锁紧螺母

KMK锁紧螺母(图13) :
-
专用于定位要求不太严苛的应用中的径向轴承
-
适用于螺纹M10x0.75至M 100x2 (尺寸0至20)
不可在带有键槽的轴或紧定套上使用KMK锁紧螺母。如果锁紧螺母与键槽对齐,可能会导致锁定装置受损。如未损坏,KMK锁紧螺母可重复使用。
锁定原理
带内置锁定的锁紧螺母通过摩擦力锁定。所产生的摩擦足以将螺母锁定在适当位置。

KMFE锁紧螺母具有一个内置沉头(紧固)螺钉,可将螺母锁定在适当位置。当沉头螺钉被拧紧时,螺母螺纹会变形并压沉头螺钉被拧紧时,螺母螺纹会变形并压靠轴或紧定套螺纹(图14)。

KMK螺母孔内嵌有螺纹钢。嵌入的螺纹钢与锁紧螺母的螺纹相配。当穿过锁紧螺母的沉头螺钉拧紧时,嵌入的螺纹钢用作压力板(图15)。
带锁紧销的精密锁紧螺母
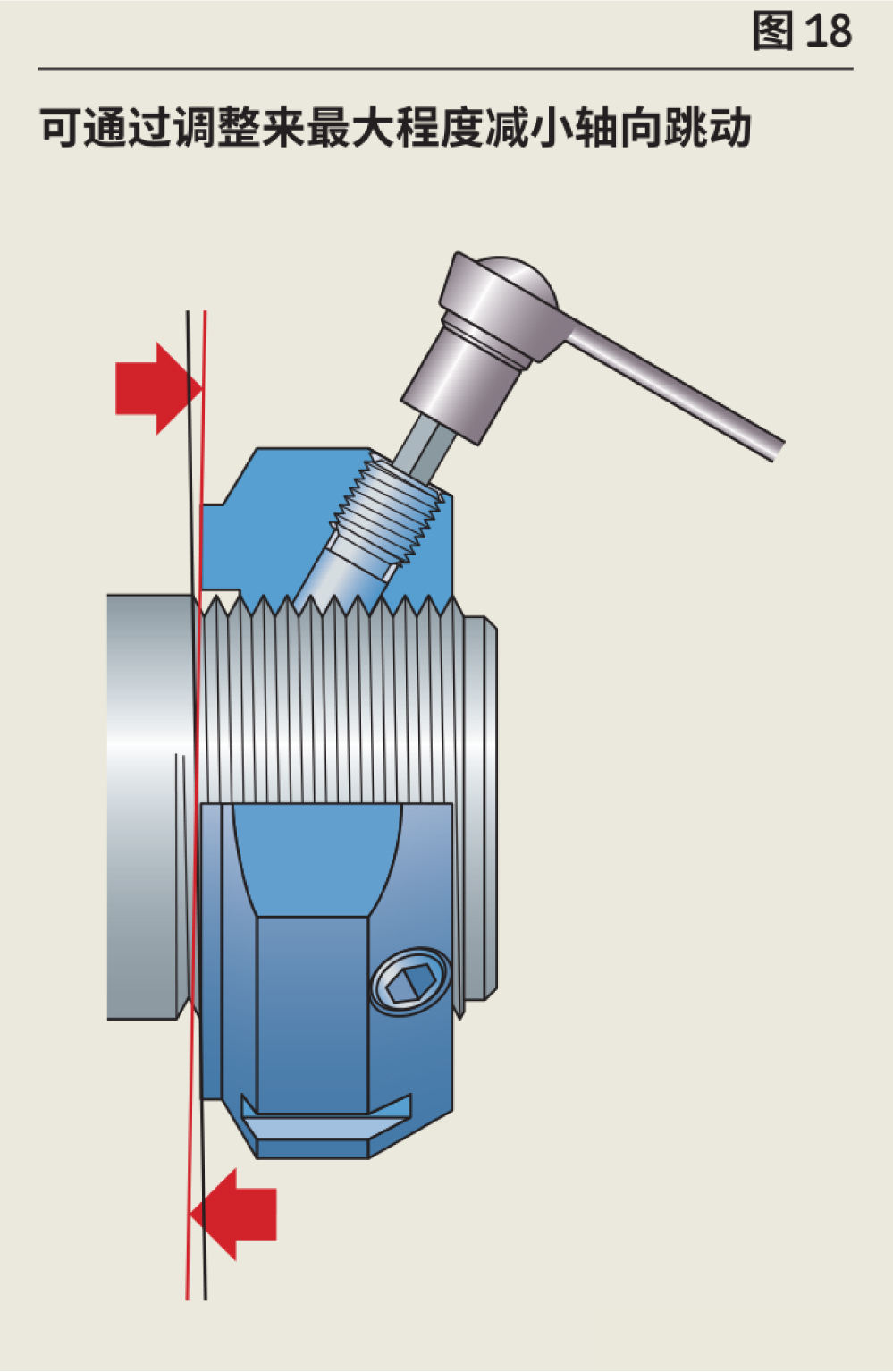
KMT和KMTA锁紧螺母适用于需要高精度、简单装配和可靠锁定的应用工况)。三个均匀分布的锁紧销使锁紧螺母与轴成直角精确定位。也可进行调整补偿相邻部件轻微角度偏差。

KMT锁紧螺母(图16) :
-
适用于螺纹M 10x0.75到M 200x3 (尺寸代码0到40)
-
可按客户需求提供螺纹Tr220x4到Tr 420x5 (尺寸代码44到84)

-
KMTA锁紧螺母(图17) :
-
适用于螺纹M 25x1.5到M 200x3 (尺寸代码5到40)
-
具有圆柱形外表面,某些尺寸与KMT锁紧螺母的螺距不同
-
主要用于空间受限的应用工况,圆柱形外表面可用作间隙式密封的组成部分
特点和优势
-
定位面和螺纹之间的最大轴向跳动(尺寸代码≤40):0.005mm
-
可调整以弥补轻微角度偏差(图18)
-
细牙螺距
-
承受高轴向载荷
-
可靠有效的锁紧机制
-
安装和拆卸非常简单
-
无需键槽
-
可重复使用
-
设计用于频繁的安装和拆卸
锁定原理



KMT和KMTA系列精密锁紧螺母圆周均匀分布有三个锁紧销(图19 到图21),可以用沉头螺钉将压紧螺母锁定到轴上。每个锁紧销的端面都经过加工,以便匹配轴螺纹。锁紧销和沉头螺钉孔的钻孔轴线平行于轴螺纹的受载侧面(图22)。当紧固到推荐扭矩时,锁紧螺钉在销的末端和无载荷的螺纹牙侧之间提供足够的摩擦,防止螺母在正常操作条件下松动(拧松扭矩)。由于锁紧销紧靠轴螺纹无载荷的侧面,因此不会受到施加在螺母上的任何应用载荷。
带轴向锁紧螺钉的精密锁紧螺母

KMD锁紧螺母(图23)专为螺杆压缩机而设计,但也可用于需要高精度、简单装配和可靠锁定的应用。拧紧四个锁紧螺钉后,锁紧螺母将精确定位在与轴螺纹成直角的位置。当拧紧到推荐的锁紧扭矩时,对锁紧螺母和轴螺纹进行预紧,使其产生足够的摩擦力以防止螺母在正常工作条件下松动。锁紧螺钉在使用中不承受任何支撑载荷。
可提供螺纹M 20x1到M105x2 (尺寸4到21)的KMD锁紧螺母。
特点和优势
-
定位面和螺纹之间的最大轴向跳动:0.005 mm
-
可调整以定位精确轴向
-
有效锁定可防止螺母在正常工作条件下松动
-
安装和拆卸非常简单
-
无需键槽
-
可重复使用
-
设计用于频繁的安装和拆卸
锁定原理

KMD锁紧螺母使用轴向锁紧螺钉进行锁定(图24)。锁紧螺母的前端将组件定位在轴上。轴向锁紧螺钉使锁紧螺母后端紧靠轴螺纹无载荷的侧面,使其产生足够的摩擦力以防止锁紧螺母在正常工作条件下松动。
安装和拆卸
需要键槽的锁紧螺母
需要键槽的锁紧螺母易于安装。每个螺母的圆周上均匀分布有四个槽,方便使用钩形扳手或冲击扳手来操作螺母。相关扳手的型号见相关产品表。
如未损坏,需要键槽的锁紧螺母可以重复使用。每次安装相应的锁紧螺母时,都应使用新的锁紧垫圈、锁定扣或锁定板。
使用带锁紧垫圈的锁紧螺母来锁定轴承
将轴承和部件安装在圆柱轴上
-
将轴承置于圆柱轴上
-
继续锁定轴承下面的步骤5
在紧定套或圆锥形轴颈上安装轴承

-
1.将轴承滑入紧定套或圆锥形轴颈
-
2.当倒角面向轴承时,将螺母(无锁紧垫圈)拧到紧定套或轴螺纹上(图25)

-
3.用钩形扳手或冲击扳手拧紧螺母,直到获得正确的轴承游隙(图26)
-
4. 取下螺母。继续步骤5
锁定轴承

-
5. 将锁紧垫圈滑到螺纹上,直到其接触到轴承。倒角面向轴承,将锁紧螺母旋入到位(图27)
-
6. 使用钩形扳手或冲击扳手将螺母牢固地紧固在锁紧垫圈和轴承.上,确保不要过度拧紧螺母。对于紧定套或锥轴上的轴承,确保轴承在其位置上不再向上移动

-
7. 将锁紧垫圈的一个卡舌向下弯曲到螺母上的一个槽中,将螺母锁定到位(图28)。不要将卡舌弯曲到插槽的底部
使用带锁定扣的锁紧螺母来锁定轴承
-
1. 在轴承或组件就位后,将锁紧螺母旋入到位

-
2. 使用冲击扳手(图29) 将螺母拧紧在轴承或组件上,将螺母外径中的一个槽与轴螺纹中的键槽对齐,并确保不要过分拧紧
-
3. 将弹簧垫圈和锁定扣放置在连接螺栓上
-
4. 将锁定扣定位在轴螺纹上的键槽和螺母外径上的槽中,然后用连接螺栓和弹簧垫圈固定。使螺栓对齐锁紧螺母侧面的一个螺纹孔

-
5. 使用适当的扳手拧紧螺栓(图30)
带内置锁定的锁紧螺母
带内置锁定的锁紧螺母容易安装。每个螺母在其圆周.上设有四个均匀分布的狭槽,方便使用钩形扳手来操作螺母。如未损坏,带内置锁定的锁紧螺母可以重复使用。
安装
将轴承安装到圆锥形轴颈或特殊紧定套上
-
将轴承滑入圆锥形轴颈
当接触面面向轴承时,将螺母拧到轴上
-
用钩形扳手或冲击扳手拧紧螺母,直到获得需要的轴承内部游隙
-
将沉头(紧定)螺钉紧固至产品表中的扭矩值
将轴承锁定在圆柱形轴颈上
-
在轴承就位后,将锁紧螺母旋入到位
-
使用钩形扳手将螺母紧固在轴承上,确保不要过度拧紧螺母
-
将沉头(紧定)螺钉紧固至产品表中的扭矩值
拆卸
-
拧松沉头螺钉,拆下锁紧螺母。即使沉头螺钉已经取下,锁紧螺母也会产生有限的锁定扭矩
-
为了完全释放锁定系统并便于锁紧螺母的重复使用,用锤子和软棒敲击沉头螺钉附近的区域。不要损坏沉头螺钉的螺纹孔
-
使用钩形扳手拧下锁紧螺母
带锁紧销的精密锁紧螺母
KMT精密锁紧螺母圆周带有凹槽,方便钩形扳手或冲击扳手的使用(上文图19和图20)。适用扳手的型号见产品表。除了凹槽外,螺纹≤75mm (尺寸≤15)的KMT精密螺母还加工有两个正对的平面,便于使用扳手进行拧紧。螺纹≥80mm (尺寸≥16)的锁紧螺母有六个槽,没有平面。KMTA精密锁紧螺母圆周和一侧有孔(图21)。它们可以用销式扳手或销式平面扳手拧紧。符合DIN1810标准的相关扳手见产品表。
KMT和KMTA精密锁紧螺母可以进行多次安装和拆卸(如未损坏)。
安装
-
在轴承就位后,将锁紧螺母旋入到位
-
用钩形扳手或冲击扳手拧紧螺母,确保不要拧得过紧
-
小心拧紧沉头螺钉,直到锁紧销与轴螺纹咬合
-
使用扭矩扳手交替拧紧沉头螺钉,直到达到产品表中列出的推荐扭矩值
不可以使用带锁紧销的精密锁紧螺母将轴承推到圆锥轴安装面上。
调整
带锁紧销的精密锁紧螺母可调整。三个均匀分布的锁紧销使锁紧螺母与轴成直角精确定位。也可进行调整补偿相邻部件轻微角度偏差。


可使用以下程序进行调整(图31和图32) :
-
拧松偏差最大位置处的沉头螺钉
-
以相等扭矩拧紧其余螺钉
-
重新拧紧刚才拧松的螺钉
-
检查螺母相对于轴的对中情况是否达到要求
-
如有必要,重复此过程
拆卸
在拆卸带锁紧销的精密锁紧螺母时,即使沉头螺钉已完全松开,锁紧销可能仍咬合在轴的螺纹.上。使用橡胶锤轻轻敲击螺母靠近锁紧销的部分,使锁紧销松动。
关于锁紧螺母知识您都了解了吗?
快来留言告诉小编您的疑问吧!


扫描二维码 关注我们


